I’m running into issues with wavy cuts, which is very apparent in 2 and 3mm steel cuts.
After the torch rounds a corner, the torch or arm seems to oscillate for a bit, resulting in wavy cuts for 10-15mm.
The forum is blocking me from embedding more than one picture, I’ll see if I can post more pictures in the replies.
At times, this seems to occur in holes too, resulting in an uneven shape of the holes.
My setup:
Design in Fusion, using the post processor from Arcdroid to export gcode
Plasma is a Hyperterm Powermax 45 Sync with the small machine torch.
I can replicate the behavior with both new and used consumables so I don’t think that is a factor.
Torch cable is suspended above the machine and should not meaningfully contribute to the oscillations, it’s not like it’s hanging off from one side
Issue occurs when loading as template as well as doing individual cuts
I’m adhering to the cutting charts that Hypertherm provides, for 3mm steel this is a cut speed of 2750mm/min, which does not seem excessive for the arcdroid.
Who else has observed this behavior, and can you make any recommendations on what I could check to improve the quality of my cuts?
:edit: the forum suggested the following relevant topic, I will try and make some of the adjustments I’m reading there before following up here:
@Maximus86 I feel your pain….. or at least I used to. LOL. Check out this awesome video that addresses exactly what you are experiencing.
I used these settings and they made a world of difference. I attached a before and after shot of how the ocillations are dampened when adjusting the settings. (To give you perspective the “A” is about 1” tall). Give it a try and Good Luck!
Thank you! I hope to play with the settings later today and run some tests, the video was also referenced in the other thread.
Do you know if there a reason why the default configuration settings are the way they are? Are the configuration parameters described somewhere in a more detailed manual?
@Maximus86 I do not know why the defaults are what they are, that would be an @Andrew question. What I do know, however, is this forum is the best “resource manual” available. The search function and forum members have come thru for me many times.
@Nova I have not created a cut chart. This is @Amp_Mechanic_JB ‘s video. He is the wizard when it comes to testing & experimenting on the ArcDroid. I’ve picked up a lot from his tips. One thing I do know, cut charts tend to be specific to a manufacturer’s machine. The effort every owner puts into creating one pays dividends for that owner by understanding their machine combinations and capabilities even more. As far as the settings for the 13ga “A” in the pix above, I used 35A, 1500mm/sec on an Everlast 256Si machine. Good Luck!
Where did you get that torch and how much was it!? Any info would be much appreciated. I want my handheld back for doing other work and a dedicated machine torch.
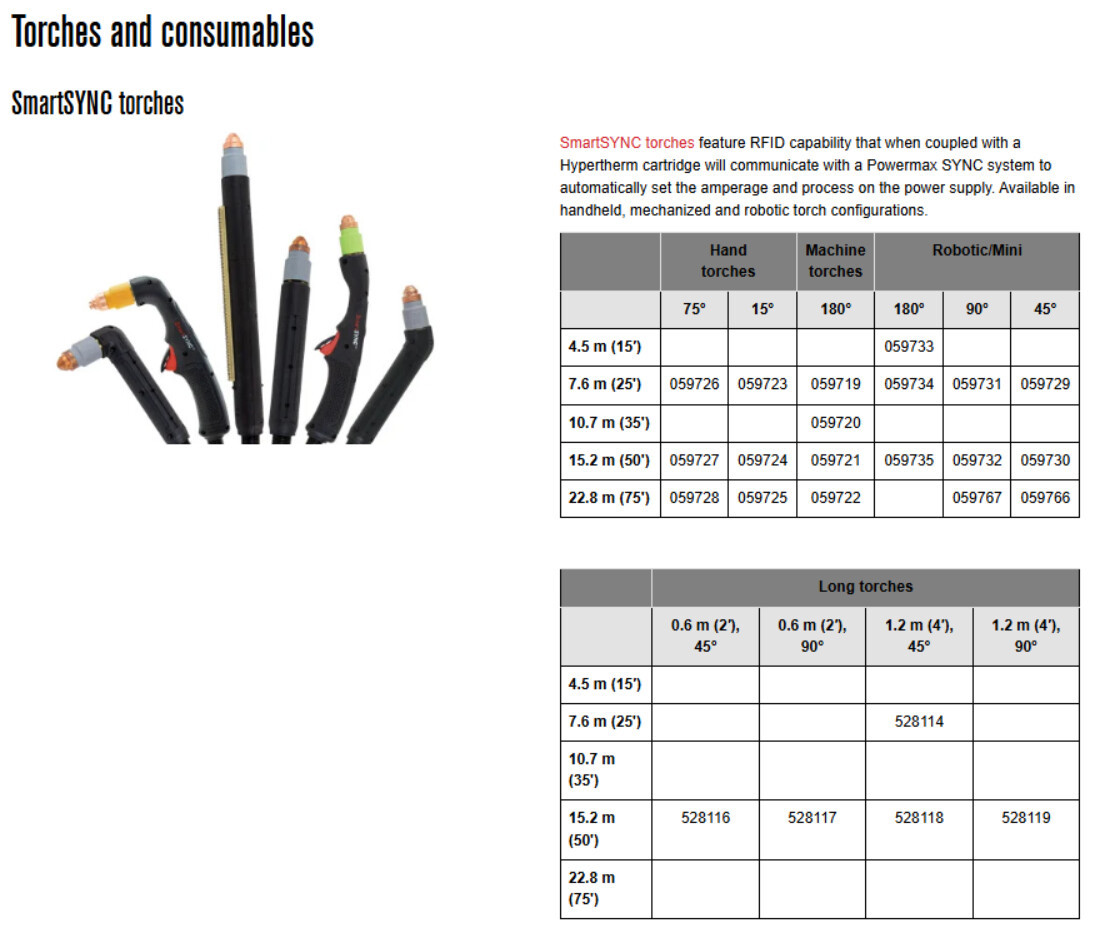
This is the “robotic/mini” torch. Hypertherm product #059733
Keep in mind this is a smartsync torch. I was not able to buy a non-smartsync machine any more. The consumables differ (and are a lot more expensive) than the older style.
Thanks for the info. Yeah I bought the adapter to use on my older non-sync 45xp with the sync cartridges. I thought it would be easier but I’m realizing now without the sync plasma cutter you miss out on the advantages such as automatic amp adjustment during the cut and consumable hours recording. I don’t know, I’m thinking I have to either get a sync machine and upgrade to the new cartridges or just keep my old xp45 and go back to the original consumables. What are your thoughts on that?
To be honest I was bummed when I could not find a non-sync machine as I did not buy into the marketing, at least not for my purposes. It makes sense in production environments but not for hobbyists or craftsmen.
I had a 30 (non-xp) machine that was fine for hand cuts but had too low of a duty cycle to be used for my purposes with the Arcdroid. The consumables of that machine held up fine for me.
I already turned one of the expensive Sync cartridges into garbage because of a mistake with too low of a pierce height when tinkering with settings on the Arcdroid. It resulted in splatter that clogged up holes in the consumable. It would have been a mistake of a few euros, now its a 50+ euro mistake. The other cartridges would have to last a VERY LONG time to pay for that difference.
There’s a convenience factor that cannot be ignored, but it’s up to you to decide if that is worth the cost.